水泥廠高壓輥壓機油液在線監測應用案例
來源:本站 作者:admin 時間:2022-07-08 00:47:56 點擊:818
水泥廠高壓輥壓機油液在線監測應用案例
案例背景:某水泥廠,高壓輥磨機又稱“輥壓機”、“擠壓機”,是利用靜壓粉碎原理發展起來的一種高效節能的新技術粉碎設備,是目前國內礦山水泥行業實現“多碎少磨”的必備設備。設備在運轉過程中會存在壓力波動,且環境惡劣,會產生額外的細小粉塵等,壓力系統極易發生液堵塞,壓力下降,油液污染顆粒超標的情況。作為礦石業粉碎的主力設備,經常使用,經過一段時間的使用后,由于粉塵等污染、操作失誤或者維護保養工作不到位,很有可能出現高壓輥磨機運行異常,而這些故障也是日常工作中經常會見到的,那么要怎么處理才能保證設備正常生產呢?操作人員為了可以早發現問題,不會使小問題變大,而影響正常工作,以及發生意外情況,安裝了智火柴的在線油液監測系統,及時了解輥壓機當前的運行狀態,避免故障的產生,進而提高設備的可靠性,保證設備安全運行。
工作原理:輥壓機機器主體為框加結構,裝有一個動輥和一個定輥,兩輥各有一套驅動作慢速的轉動方向相反的轉動。其中,動輥在一組液壓缸推動下做水平方向滑動,使兩輥之間保持一定的間隙。當具有一定粒度的礦石物料從機器上部的料斗中依靠料重而豎直進入輥子間隙時,除了與輥面接觸的顆粒受到輥面直接壓力外,間隙內的礦石物料還被兩個相對旋轉的輥子壓實,物料顆粒承受多點壓力作用而被粉碎,從而實現連續粉碎的過程。
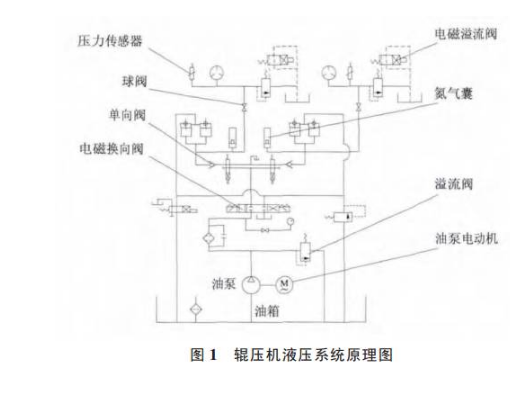
高壓輥磨機的液壓系統原理:液壓泵首先向系統提供壓力油,推動油缸伸出。當壓力升至工作壓力時,壓力繼電器發訊使液壓泵電機停止轉動,此刻系統處于保壓狀態,即由蓄能器和液控單向閥構成的保壓回路使油缸保持工作壓力,從而通過液壓缸推動動輥完成礦石連續粉碎工作。
液壓系統的問題主要表現:動輥液壓缸漏油;油泵損壞,油泵配套電動機燒毀;氮氣囊破損;氮氣囊下端菌柄閥斷裂;菌柄閥有時大時小的撞擊聲;液壓杠與氮氣囊連接鋼管道振動大并出現振斷的現象;電磁溢流閥卡死頻繁損壞。
液壓系統發生故障的主要因素是液壓油污染,因此首先要查找污染物。該輥壓機動輥所配置的液壓缸為銅套式液壓缸,正常工作時銅套和缸桿之間相互運動,產生金屬顆粒,同時銅套還受軸向力,隨著時間讓長,固定銅套的穩釘松動,更有甚者一現剪斷,導致銅套移動,從而發生漏油現象,對液壓系統原理圖分析,可知液壓油是通過電磁溢流閥回到油箱中的。動輥配置 4個液壓缸,等干液壓油有 4個污染源,所以,電磁溢流代損壞的頻率非常高,在清洗電磁溢流閥時經常發現金屬銅末,由于電磁溢流閥中有污染顆粒,使該閥不能正常工作,處于或常開,或常閉,或時開時閉的狀態,引發了系統一系列的故障表現。
安裝方案:采用在線油液監測系統監測高壓輥壓機液壓系統
實現24h實時監測油液中的信息(金屬磨顆粒個數等磨損信息),可以及時掌握設備的運行情況,對設備展開針對性的維修,預防故障發生。

輥壓機液壓系統(上圖)
安裝位置:輥壓機液壓系統處
監測指標:V40粘度、油品品質、溫度、密度、微水含量、飽和度、污染度等級、污染顆粒數
監測油液:46#液壓油
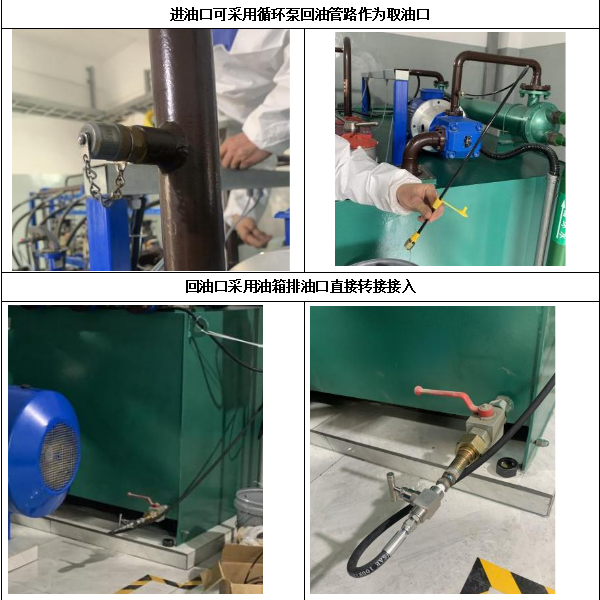
進油:采用現有接頭進行轉接的形式,接頭常規為M14或者G1/4的三通,保留原測壓接頭或壓力表
回油:根據現場勘查情況,進行接頭適配轉接
水泥廠高度重視設備的潤滑管理和用油管理工作,與智火柴科技建立了長期合作的友好關系,智火柴科技對水泥廠關鍵的生產設備用油都開展了油液監測工作,提高了其生產的可靠性和穩定性,大量節約了因潤滑故障而導致的維修費用和人員管理消耗。如果您需要:,請聯系我們。智火柴,國內知名油液監測系統提供商!
上一篇:工程機械設備潤滑系統的定義及作用